ZAS(亜鉛合金)精密鋳造型の特徴

ZAS(亜鉛合金)の場合は加工性もよく、鉄型より安価で製作できます。
切削加工では不向きな深物の加工に適しております。
裏リブや取付座などのアンダーカット部分の入れ子の造込みも可能です。
量産成形と同じ樹脂材料の製品が作れます。
使用済みになったZAS(亜鉛合金)は、安易にリサイクルが可能です。
膨張石膏を使用すれば1つのモデルから収縮の違う金型を作り出せます。

加工性が良い反面、軟らかいので耐久性の面では劣り大ロット生産にはむきません。
熔接性が悪い為、意匠面にピンホールができる場合があり、大きな形状変更時は作り替えの可能性があります。
透明品など高度なミガキレベルの必要な製品には限界があります。
加工可能クラス
金型総重量 7.5t
射出成形 1300tクラスに対応可
ZAS(亜鉛合金)精密鋳造型 材料
・ZAS(亜鉛合金)
ZAS(亜鉛合金)精密鋳造型の工程
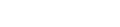
Step1.
鋳造用マスターモデルを製作します。
製品形状に収縮やパ-ティングラインを折り込んだ形状です。
材質は、ケミカルウッド(人工木材)や木材などが良く使用されます。
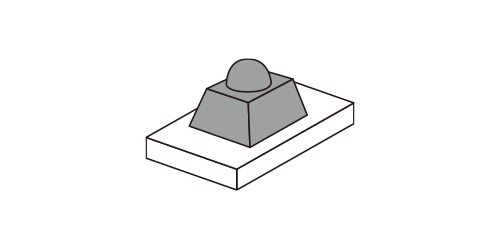

Step2.
シリコン反転(キャビティー用)をとります。
枠の中にマスターモデルを入れ、シリコンゴムにて意匠面の反転をとります。
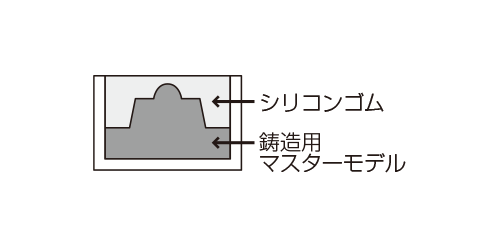
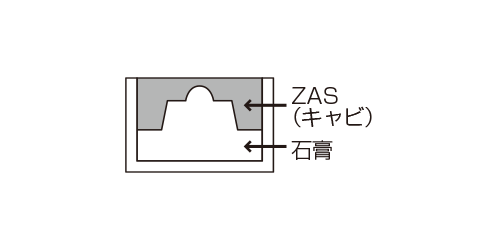
Step3.
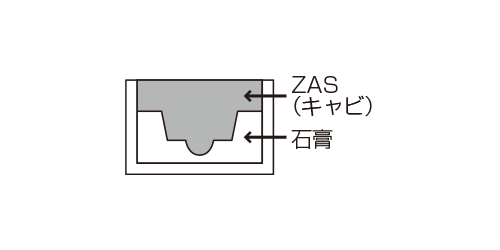
キャビティー側鋳型の製作
反転したシリコンゴムに石膏を流し、マスターモデルと同形状の鋳型(石膏型)を取ります。
鋳型は充分な乾燥時間が必要です。
Step4.
キャビティーの製作をします。
高温で溶かした合金を鋳型の中に注ぎ、気泡を取りのぞき冷やして固めます。
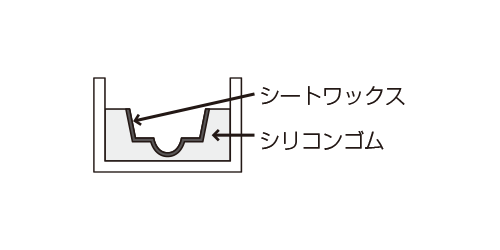
Step5.
シートワックス加工をします。
写し取ったシリコンゴムに製品板厚と同じ厚さのシートワックスを貼り形状を作ります。
この工程で製品部の形状が製作されます。
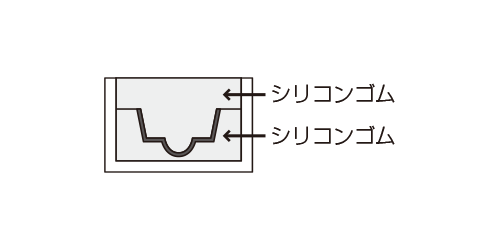
Step6.
シリコン反転(コア用)をおこないます。
シートワックスを貼ったキャビティー側にシリコンゴムを流し、コアの反転モデルをとります。
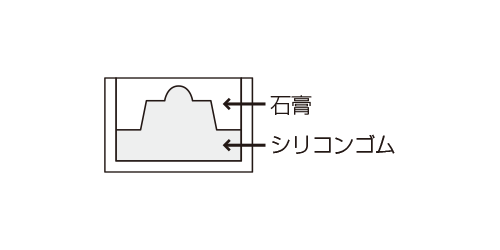
Step7.
コア側鋳型の製作をします。
反転したシリコンゴムに石膏を流し、コア鋳型(石膏型)を取ります。
鋳型は充分な乾燥時間が必要です。
Step8.
コアの製作をします。
高温で溶かした合金を鋳型の中に注ぎ、気泡を取りのぞき冷やして固めます。
Step9.
仕上げ加工をします。
鋳造では、形成出来ない細部をマシニングセンターや放電加工機、ワイヤーカット機などの工作機械で加工を施し、仕上げて行きます。
押し出し、足回りなどを追加し金型として完成させます。
製品一例


金型製造部 工法紹介一覧