光造形の特徴

真空注型のマスターモデルとして多く使用されます。
超短納期で製作でき、価格も非常に安価です。
切削品で困難であった中空構造.アンダーカット形状が安易にできます。

量産品の材料と同等の材料が無く、衝撃・曲げ・引張り・燃焼・熱変形などの評価試験に対応できません。
耐衝撃性が劣る為、破損しやすいです。
耐光性が劣る為、劣化しやすく変色しやすいです。
加工可能サイズ
500㎜×500㎜×600㎜
光造形 材料
●紫外線硬化エポキシ樹脂
●PPライク・PEライク・ABSライク
光造形の工程
Step1.
3次元デ-タを作り、CADで
STLファイル形式に変換します。
製品データを基に製品形状やパーティングラインを製作し
金型立体モデルをコンピュータ内で製作する。

Step2.
サポートデータ、スライスデータを 作製します。
Step3.
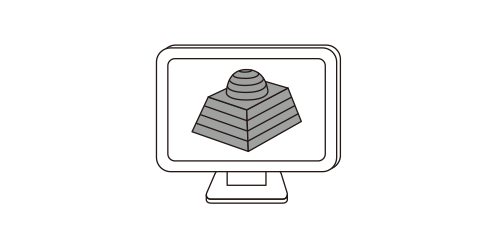
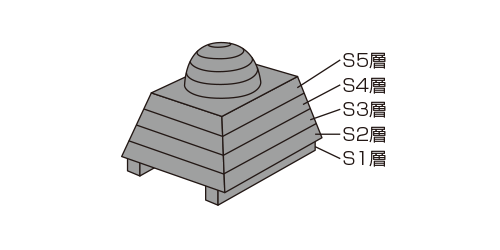
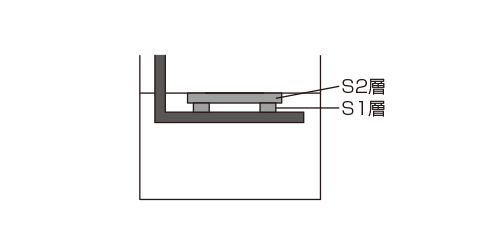
液状の光硬化性樹脂の表面に紫外線レーザーを照射します。
(樹脂液面にレーザーを照射し造形の層を作ります。)
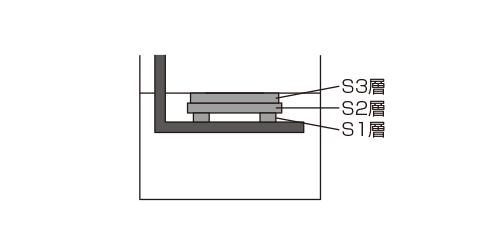
Step4.
0.1mmから0.2mmへと1層ごと固め、 積み重ねていきます。
(テーブルを1層ごとに降下させていきます。)。
(テーブルを1層ごとに降下させていきます。)
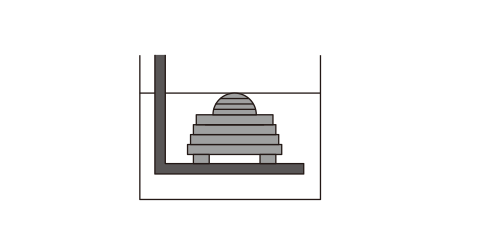
Step5.
完了したら製品を出して洗浄します。
Step6.
製品下から、支える不要な部分(サポート)を 取り除きます。
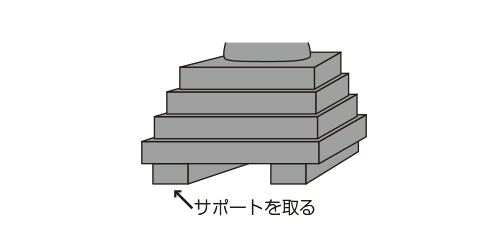
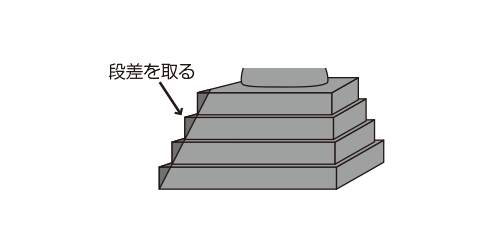
Step7.
積層部分の段差をペーパーなどで仕上げます。
製品一例

オートバイシート
PP(ポリプロピレン)ライク
400×300×150

シリンダーヘッドカバー
PP(ポリプロピレン)ライク
520×220×120

樹脂加工事業部 工法紹介一覧