切削加工の特徴

金型レスなので低コストで調達できます。 材料の種類が豊富です。
インジェクション成形品ではヒケが出て困難な肉厚形状もきれいに板厚が再現できます。
多品種少ロットの生産に適しています。

射出成形品に比べ加工速度が遅い為、大量生産には向きません。
加工可能サイズ
1560mm×760mm×660mm
切削加工 材料
| ABS |
(アクリロニトリル ブタジルエン スチレン) | |
| PA | ナイロン | (ポリアミド) |
| PAG |
ナイロンガラス入り | (ポリアミドガラス入り) |
| PA6 |
6ナイロン | (ポリアミド6) |
| PA66 |
66ナイロン | (ポリアミド66) |
| PC |
(ポリカーボネイト) | |
| PE |
(ポリエチレン) | |
| PF |
(フェノールフォルムアルデヒド) | |
| PMMA |
アクリル | (ポリメタクリル酸メチル) |
| POM |
(ポリアセタール) | |
| PP | (ポリプロピレン) | |
| PPG | (ポリプロピレンガラス入り) | |
| PPS | (ポリフェニレンサルファイド) | |
| PTFE |
フッ素 | (ポリテトラフルオロエチレン) |
| PVG |
(ポリ塩化ビニル) | |
| 銅 鉄 アルミ等金属 |
切削加工の工程
Step1.
CADにて製品データより
加工用モデルデータを作製し、
CAMにて切削加工用データを製作します。

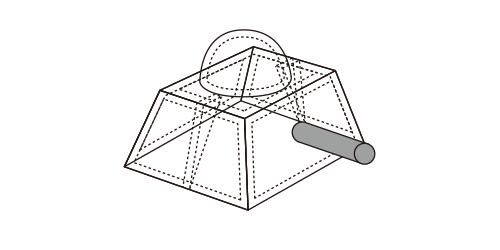
Step2.
製作した加工データを使用し
無垢の樹脂の塊からNC切削加工をします。
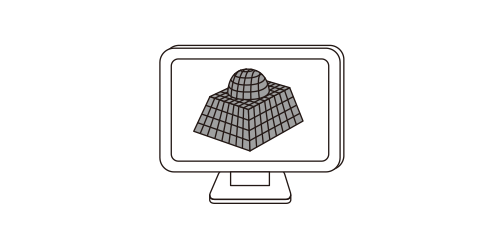
裏面方向の加工をします。
(切削後、材料から切り離し用の橋渡しを残しておきます。)
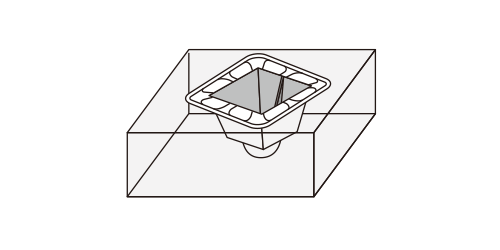
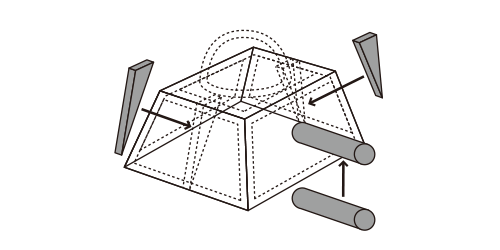
Step3.
裏加工後、表面加工をします。
製品によっては、加工の順番が異なります。
Step4.
接合加工をします。
切削出来ないリブや空洞となっている形状は数点のパーツに分けて製作して接合して完成させます。 接合方法は、材料によって異なります。
Step5.
仕上げ加工をします。
裏面加工で残した橋渡し部や切削ででたバリなどをペーパーヤスリやニッパーなどで排除して仕上げます。
製品一例
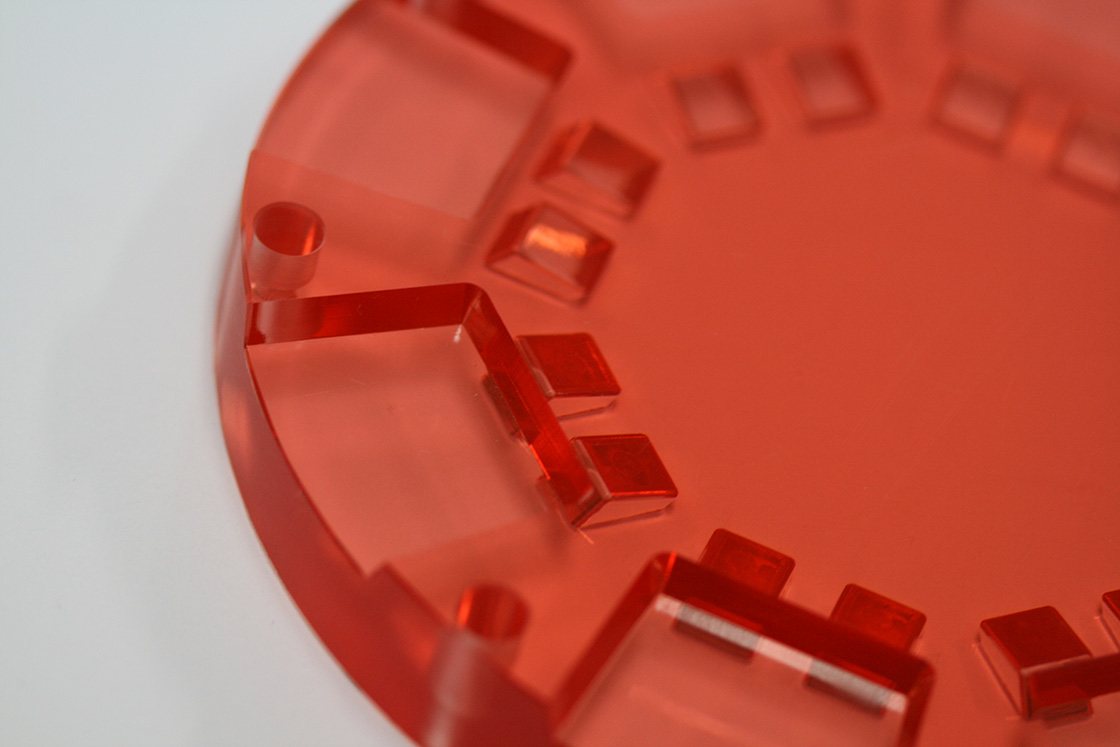
キャッツアイ
PC(ポリカーボネイト)
φ170×20
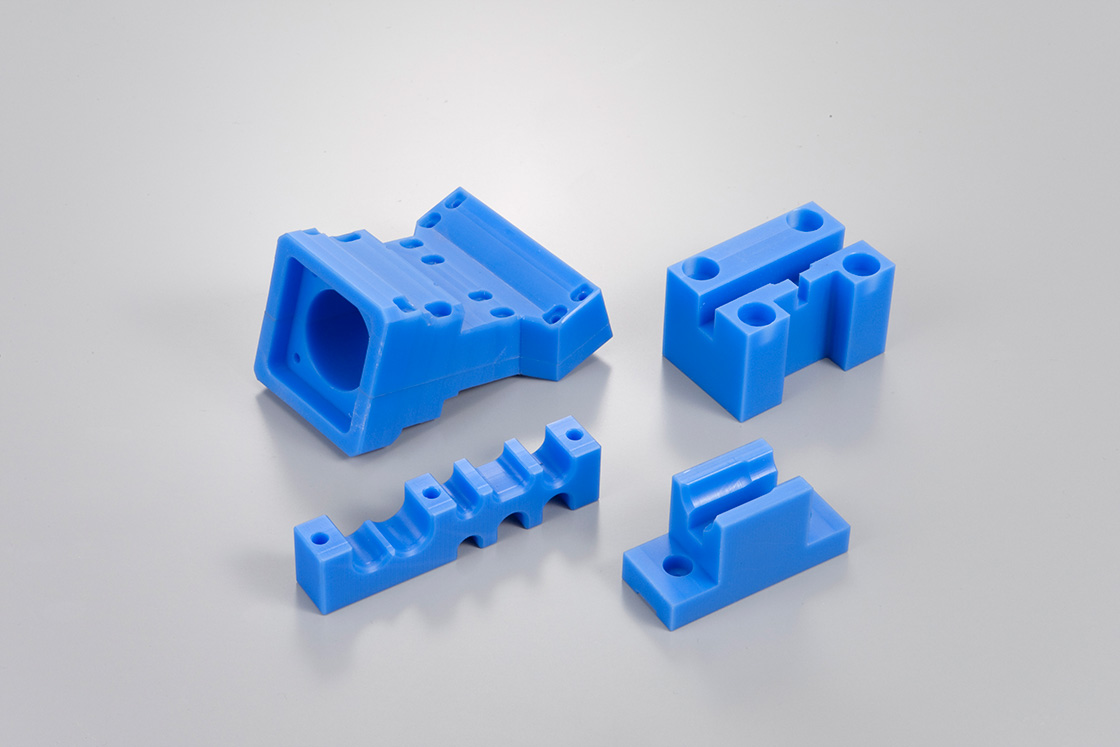
コネクター部品
MCナイロン
50×30×25

樹脂加工事業部 工法紹介一覧